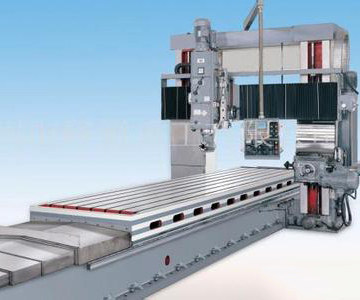
大型机械件加工总体布局
发布日期:2021-01-06 00:00 来源:http://ghlncn.com 点击:
所谓加工零件工艺路线,是指对工艺进行总体布局,主要任务是选择各表面的加工方法,确定各表面的加工顺序,以及整个工艺中的工作顺序数。机加工零件的工艺路线必须遵循一定的原则。为了让大家有更好的了解,中国标准件网做如下详细介绍。
机加工零件工艺路线的原则:大型机械件加工
先加工基准面:在零件的加工过程中,先加工作为定位基准的表面,以便尽快为后续工序的加工提供精确的基准。被称为“标杆”。
2.划分加工阶段:加工质量要求高的表面分为粗加工、半精加工和精加工三个阶段。主要是保证加工质量;有利于设备的合理使用;便于安排热处理程序;并且容易发现空白缺陷。
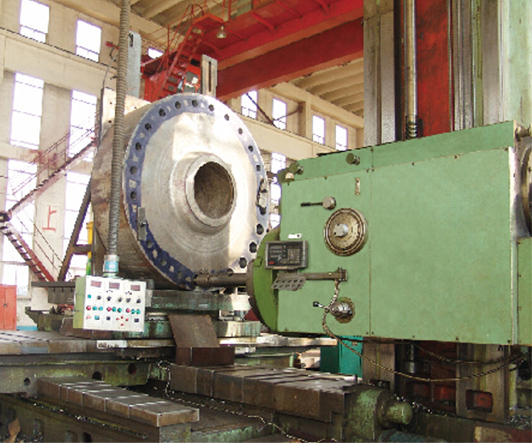
3.先面后孔:对于箱体、支架、连杆等零件,先加工平面,再加工孔。这样就可以通过平面定位来加工孔,保证了平面和孔的位置精度,给在平面上加工孔带来了方便。
4.精加工:对主要表面进行精加工(如磨削、珩磨、精磨和滚压等)。)应在工艺路线的阶段进行。完成的表面光洁度在Ra0.8um以上,轻微碰撞会损坏表面。在日本、德国等国家,整理后必须用绒布保护。切勿用手或其他物体直接接触工件,以免精加工表面。由于这个过程,
制定机加工零件工艺路线的其他原则:
以上是流程安排的大概情况。有些具体情况可以按照以下原则处理。
(1)、为了保证加工精度,粗加工和精加工分开进行。粗加工时,切削量大,对工件的切削力和夹紧力大,发热量大,加工表面有明显的加工硬化现象,所以工件内应力大。如果继续进行粗加工和粗加工,由于应力的重新分布,成品零件的精度会很快损失。对于一些加工精度高的零件。粗加工后,精加工前,应进行低温退火或时效处理,以消除内应力